


हॅमर मिल त्यांच्या उच्च ऑपरेटिंग खर्चामुळे आणि त्यांच्या कामगिरीमुळे उत्पादनाच्या गुणवत्तेवर थेट परिणाम झाल्यामुळे खाद्य उत्पादन आणि प्रक्रियेत महत्त्वाची भूमिका बजावतात. म्हणूनच, हॅमर मिलमधील सामान्य दोषांचे विश्लेषण आणि हाताळणी शिकूनच आपण त्या होण्यापासून रोखू शकतो आणि अल्पावधीत त्या दूर करू शकतो, ज्यामुळे उत्पादन पुन्हा सुरू होऊ शकते.

१, नियंत्रण प्रणाली चालू होताच हातोडा गिरणी ट्रिप्स करते.
हातोडा गिरणी चालू करताच ती ट्रिप होते आणि जर ती चालू केली नाही, तर हे सूचित करते की हातोडा गिरणीच्या दरवाजाच्या संरक्षणामुळे किंवा फॉरवर्ड आणि रिव्हर्स ट्रॅव्हल स्विच वायर तुटल्यामुळे किंवा वायरिंग सैल झाल्यामुळे तसेच स्टार्टअप कंपनामुळे होणाऱ्या शॉर्ट सर्किटमुळे नियंत्रण प्रणाली ट्रिप झाल्यामुळे हा दोष निर्माण झाला आहे.
उपाय:हॅमर मिलच्या दरवाजाचे संरक्षण किंवा फॉरवर्ड आणि रिव्हर्स ट्रॅव्हल स्विच वायर तपासा. जर वायर खराब झाली असेल किंवा वायरिंग सैल असेल, तर खराब झालेल्या भागावर इन्सुलेटिंग टेप वापरा आणि सैल वायरिंग घट्ट गुंडाळा.
२, हॅमर मिलच्या स्टार्टअप प्रक्रियेदरम्यान, अचानक बंद पडू शकते.
हॅमर मिलच्या स्टार्टअप प्रक्रियेदरम्यान, अचानक बंद पडू शकतात जे पुन्हा सुरू केले जाऊ शकतात, हे दर्शविते की हॅमर मिल सुरू झाल्यानंतरही कंपनामुळे बंद पडणे सुरू आहे.
३, हॅमर मिलच्या फीडिंग पोर्ट किंवा क्रशिंग चेंबरमध्ये अनेक साहित्य साचलेले असते.
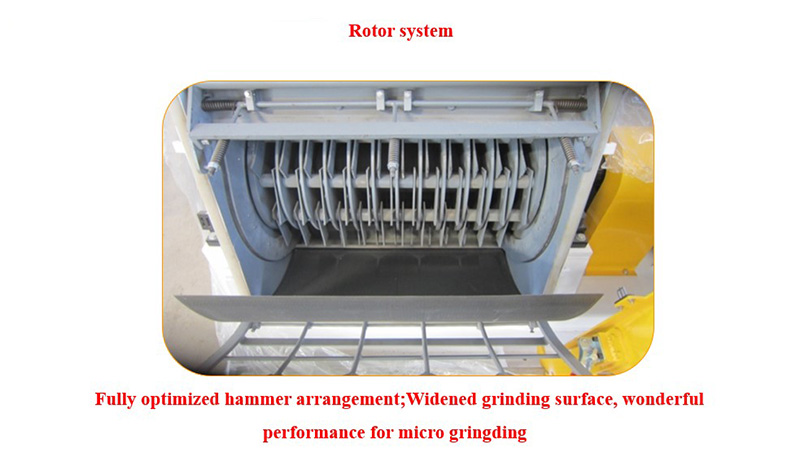
हॅमर मिलच्या हॅमर ब्लेडमधील मोठे अंतर आणि हॅमर मिलच्या फीडिंग दिशा आणि हॅमर मिलच्या ऑपरेटिंग दिशेतील विसंगतीमुळे मटेरियल फवारणी होऊ शकते आणि कालांतराने, क्रशिंग चेंबरमध्ये बरेच मटेरियल जमा होतील.
उपाय:
(१) हातोडा आणि पडद्यामधील अंतर सामान्य आहे का ते तपासा.
(२) हॅमर मिल गाईड प्लेटची दिशा हॅमर मिल रोटेशनच्या दिशेच्या विरुद्ध आहे का ते तपासा.

४, हॅमर मिलचा प्रवाह अस्थिर आहे.
हॅमर मिलचा प्रवाह अस्थिर असतो, जो हॅमर मिलच्या फीडिंग दिशा आणि हॅमर मिलच्या चालू दिशेने विसंगतीमुळे होतो.
उपाय: हॅमर ब्लेड फिरवण्याच्या दिशेनेच सामग्री पडते याची खात्री करण्यासाठी मार्गदर्शक प्लेट तपासा.
५, हॅमर मिलचे कमी उत्पादन
हॅमर मिलच्या कमी उत्पादनास कारणीभूत ठरणारे अनेक घटक आहेत, जसे की खराब डिस्चार्ज, हॅमर वेअर, स्क्रीन एपर्चर आकार, फॅन कॉन्फिगरेशन इ. साइटवरील तपासणीनंतर, विशिष्ट परिस्थितीनुसार लक्ष्यित उपाय प्रदान करणे आवश्यक आहे.

६, हॅमर मिलचे बेअरिंग गरम होते
बेअरिंग जास्त गरम होण्यास अनेक घटक कारणीभूत ठरू शकतात, जसे की:
(१) जेव्हा दोन्ही बेअरिंग सीट्स असमान असतात किंवा मोटर रोटर हॅमर मिल रोटरशी केंद्रित नसतो, तेव्हा शाफ्टवर अतिरिक्त भार पडतो, ज्यामुळे उष्णता निर्माण होते.
उपाय:समस्यानिवारण करण्यासाठी आणि बेअरिंगचे लवकर नुकसान टाळण्यासाठी मशीन थांबवा.
(२) बेअरिंग्जमध्ये जास्त, अपुरे किंवा जुने झालेले वंगण तेल.
उपाय: वापरादरम्यान सूचनांनुसार नियमितपणे आणि प्रमाणात स्नेहन तेल घाला.
(३) बेअरिंग कव्हर आणि शाफ्टमधील फिट खूप घट्ट आहे आणि बेअरिंग आणि शाफ्टमधील फिट खूप घट्ट किंवा खूप सैल आहे.
उपाय: एकदा ही समस्या आली की, उपकरणे चालू असताना, घर्षणाचा आवाज आणि स्पष्ट दोलन येईल. या टप्प्यावर, ऑपरेटरने बेअरिंग काढून टाकण्यासाठी, घर्षण क्षेत्र दुरुस्त करण्यासाठी आणि नंतर आवश्यकतेनुसार पुन्हा एकत्र करण्यासाठी मशीन ताबडतोब थांबवावी.
तांत्रिक सहाय्य संपर्क माहिती: ब्रूस
टेलिफोन/व्हॉट्सअॅप/वीचॅट/लाइन : +८६ १८९१२३१६४४८
ई-मेल:hongyangringdie@outlook.com
पोस्ट वेळ: नोव्हेंबर-०१-२०२३








